A028-3D1L张力控制模式及其拓展
我们曾经说过,3D1L张力控制模式是通泽无溶剂复合机的基础架构之一。它从第一批无溶剂复合机开始就被采用,一直沿用至今。
与其它所有卷筒料加工设备(如印刷机、涂布机、分切机等)一样,张力控制系统是无溶剂复合机最基础最常见的组成部分。但基础并不意味着没有技术含量,常见并不代表已经被充分认知。
一、3D1L张力控制模式的基本含义
3D1L张力控制模式是三段浮动辊式(dancing roller)加一段微位移式(load cell)张力组合控制方式的简称。其中D代表dancing roller(浮动辊),L代表load cell(微位移传感器)。
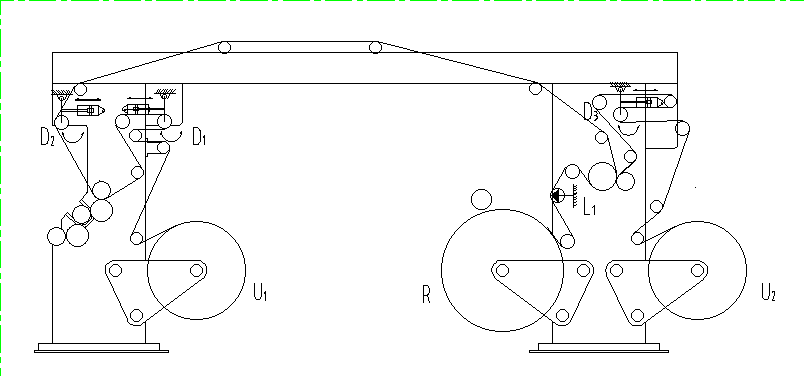
3D1L张力控制模式实际上是一种整机张力组合模式,它是建立在分段独立式张力控制(independently sectional tension controller)基础上的。典型的3D1L张力控制模式如图1所示。
图1中,U1、U2和R分别表示第一放卷、第二放卷和收卷单元;
D1、D2 和D3分别表示第1、2和3号浮动辊,而L1表示微位移传感器。
不难看出,无溶剂复合最简单整机张力系统由四段组成:第一放卷、通道、第二放卷和收卷。第一放卷段指第一放卷轴与涂布副之间的区段;通道段指复合副和涂布副之间的区段;第二放卷段指第二放卷轴与复合副之间的区段;收卷段指收卷轴和复合副之间的区段。
在这里,涂布副指涂布钢辊和涂布胶辊的组合,复合副指复合钢辊、复合胶辊和背压辊的组合。涂布副和复合副都属于牵引副。
3D1L张力控制模式到推出现在已经使用多年,各种机型速度不同,具体结构和参数也不断改进,但基本型式并未改变,而且机速从10~650米/分都获成功应用和生产验证,因此它已经成为无溶剂复合机基本机型张力系统的经典模式。
二、3D1L张力控制模式为何成为经典模式
3D1L模式之所以成为经典模式,主要是由三个要素决定的:
- 软包装基材和复合结构的要求;
- 无溶剂工艺的特点;
- 浮动辊和微位移张力控制方式的特点。
1. 软包装基材和复合结构的要求
- 大多是轻薄的塑料薄膜,品种、宽度和厚度规格多,拉伸性PE常见,因此要求全宽张力范围大、基材适应性广。
- 主基材大多为印刷膜,膜卷的偏心度、端面整齐度和松紧度相差较大,张力检测单元的“吸震性”强,尤其是在第一放卷单元。
- 多层结构、厚基材和铝箔复合比例增加,要求尽量缩短走料路径,减少膜料经过导辊的弯曲度。
2. 无溶剂工艺的特点
- 无溶剂复合最大特点之一是初粘力低,要求复合到收卷段的复合膜受到的扰动和弯曲尽可能小,以最大限度地维持复合状态(贴合状态)。
- 由于初粘力低,对两基材张力的匹配性也更高,特别是无溶剂复合速度高,对张力控制精度和稳定性、和收卷一致性要求都更高。
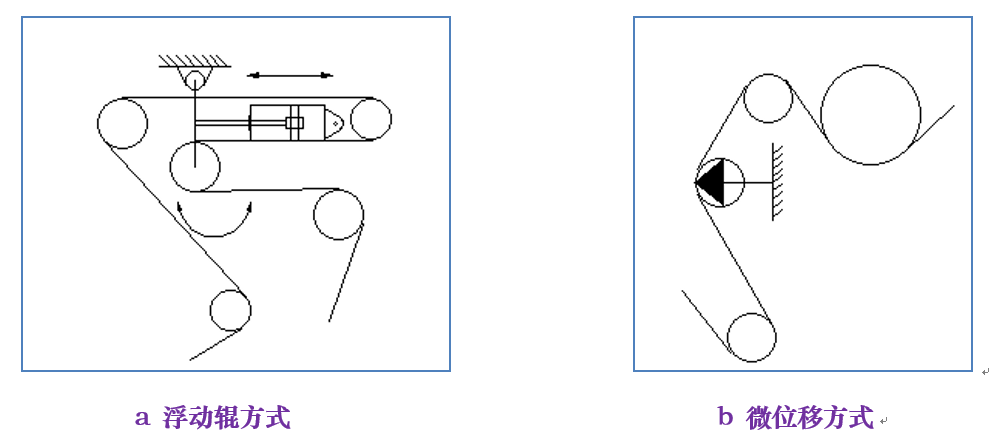
3. 浮动辊和微位移张力控制方式的特点
- 浮动辊方式:可大范围摆动(比如常用150-200mm),对偏心和松紧不一卷料、拉伸性基材、加减速料带剧变、停机离压式料带长度突变都有良好的适应性。
- 微位移方式:检测精度和灵敏度高,特别适合拉伸性小、走料路径改变小的基材,对铝箔、纸张、片材、二次或三次复合优势明显。
三、基于3D1L张力模式的拓扑变换
根据基材类型、复合结构、工艺流程的变化,3D1L张力控制模式还有不同的拓扑变换,几乎不受限制。
下面介绍三个最常见的软包装张力系统布局图,分别是铝箔复合(图3)、阴阳膜复合(图4)和三拼复合(图5)。
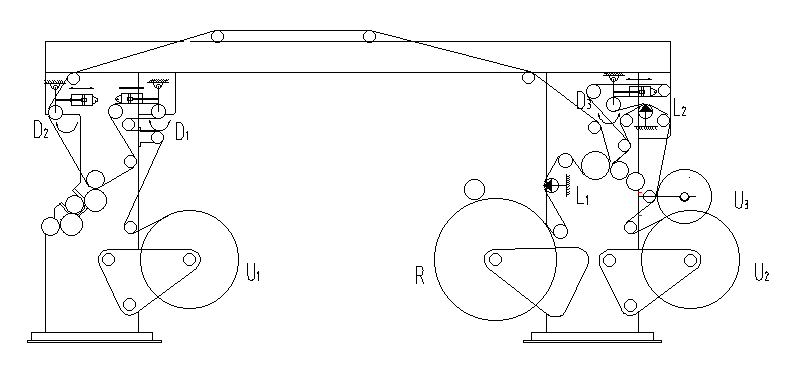
图3是铝箔复合机布局图,与图1相比,增加了铝箔专用放卷单元U3,采用短路径走料,并采用了微位移(如L2)张力控制方式。
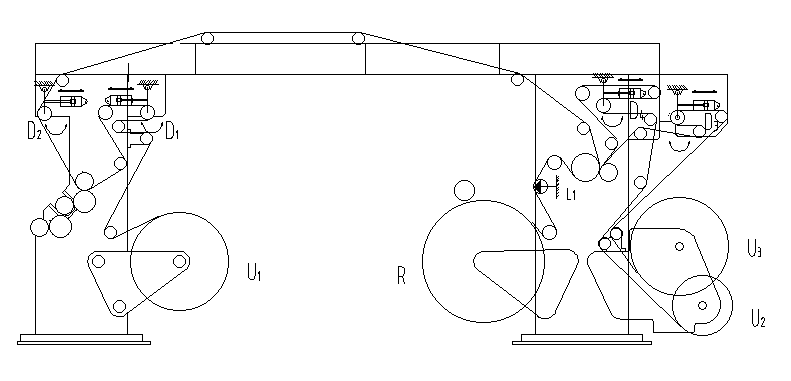
图4是双轴双浮辊阴阳膜复合机布局图,附加薄膜放卷单元U3,其走料路径也采用了浮动辊张力控制方式,即U2和U3两个放卷单元均采用浮动辊方式,构成了所谓“双轴双浮辊”结构。
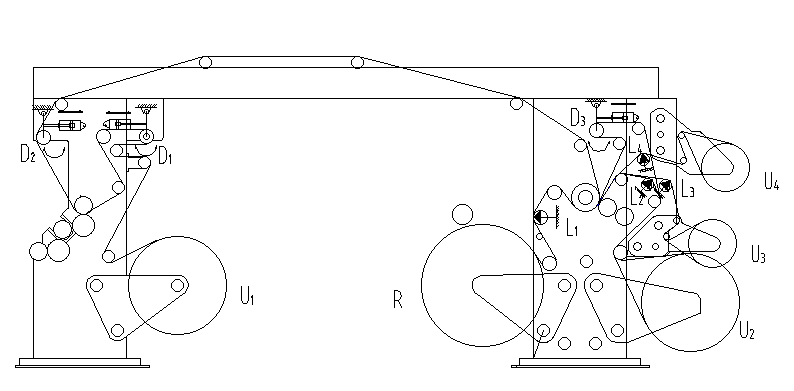
图5是高精度高速三拼复合机布局图,附加纸张放卷单元U3和U4,其走料路径均采用微位移方式。
图3、图4和图5所示系统均来自通泽实际产品,均得到了实际生产验证,并投入了批量生产。当然,这几个布局方案均为通泽专利技术。
其它各种不同用途的复合机,包括三层复合机、四层复合机、双工位复合机、非薄膜类基材复合机(如纸塑复合、片材复合、织物复合)等均可在此基础上调整或扩展应用,理论上不受限制。
顺便提示一点:整机张力模式及其组合方式远比各段张力结构或精度更为重要。
整机张力布局决定了各基材从放卷到收卷的走料顺畅性和张力匹配性,各段张力具体结构参数或精度只要在整机布局合理的条件下才有实际意义。简言之,一个是整体,一个是局部,两者关系不能颠倒。
(供稿 左光申)